第二节 断纱自停装置
织机在运转过程中,经、纬纱线有时会处于不正常的工作状况,这时织机必须立即停车,以免在织物上形成残疵,影响织物的实物质量。织机上,这些断头自停的动作是由经纱和纬纱断头自停装置来完成的。
一、断经自停装置
在织机上制织织物时,当某根经纱断头或过分松弛时能使织机自动停车的装置称为断经自停装置。有了这种装置可以防止在织物上形成缺经、经缩及跳花等织疵,使织物品质有所改进,织布工不需要经常注视着经纱,从而可以减轻劳动强度,增加看台能力,并使织机的生产率有所提高。断经自停装置能使织机停在一定的主轴位置上,同时发出断经指示信号。常见的断经自停装置有电气式和机械式两类,无梭织机通常使用前者,有梭织机使用后者。经纱断头电气式自停装置有接触式和光电式两种。技术先进的电气自停装置由微电脑控制,对经纱断头或经纱过度松弛执行十分及时、准确的停车动作。目前,以微电脑控制的接触式经纱断头电气自停装置在无梭织机上使用较为普遍。
1.经纱断头电气式自停装置
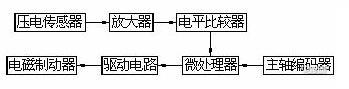
经纱断头电气式自停装置有信号检测、控制和执行两部分组成。
(1)电气自停装置的检测部分
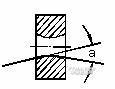
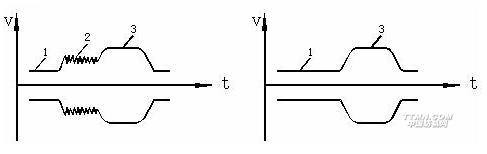
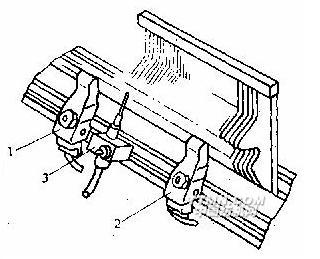
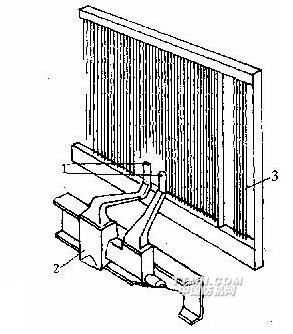
接触式经纱断头电气自停装置以经停片3和相互绝缘的正、负电极1、2组成检测部分,见图11-11。当经纱4断头或过度松弛时,经停片3下落,使电极1、2导通,产生经停信号。
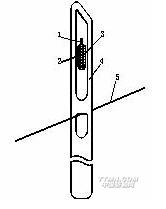
图11-11 接触式经纱断头电气自停装置
1、2-电极 3-停经片 4-绝缘层 5-经纱
光电式经纱断头电气自停装置以经停片和成对设置的红外发光管、光电二极管组成检测部分。经停片下落,使红外发光管通往光电二极管的光路阻隔,光电二极管不再受光,于是产生经停信号。
接触式和光电式检测部分对日常的清洁工作都有比较严格的要求。当飞花和油污堆积在接触式检测部分的电极上或堆积在光电式检测部分的光学元件上时,
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


