(一)积极式连续卷取机构
新型织机通常采用积极式连续卷取机构,在织造过程中,织物的卷取工作连续进行。部分积极式连续卷取机构以改变齿轮齿数来调节加工织物的纬密,存在纬密控制不够精确的弊病。随着织机技术的发展,产生了以无级变速器来调节加工织物纬密的机构,使纬密的控制精确程度得以提高。电子式卷取机构的出现,不仅简化了机械结构,实现纬密精确控制,而且在织造过程中可以随时改变卷取量,调整织物的纬密。
1.改变齿轮齿数来调节加工织物纬密的机构
以改变齿轮齿数来调节加工织物纬密的积极式连续卷取机构的示意图如图10-1所示。
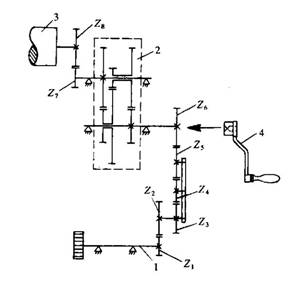
图10-1 改变齿轮齿数调节纬密的卷取机构
1-辅助轴 2-减速齿轮箱 3-橡胶糙面卷取棍 4-手柄 Z1 、Z2……Z6-齿轮
辅助轴1与织机主轴同步回转,辅助轴通过轮系Z1、Z2、Z3…Z6和减速齿轮箱2、齿轮Z7、Z8传动橡胶糙面卷取辊3,对包覆在辊上的织物进行卷取。根据机械原理可知,织机主轴回转一周,织入一根纬纱,所对应的织物卷取长度
![]() (10-1)
(10-1)
式中:L——织机主轴回转一周(织入一根纬纱)所对应的织物卷取长度(mm);
i——减速齿轮箱的传动比;
Z1、Z2、Z3、Z6、Z7、Z8——齿轮Z1、Z2、Z3、Z6、Z7、Z8的齿数;
D——橡胶糙面卷取辊直径(mm)。
纬密是指单位长度(10cm)内所织入的纬纱根数,于是,织物在织机上的纬密为
![]() (10-2)
(10-2)
式中:PW’——织物机上纬密(根/10cm)。
织物在织机上时,处于经向的张紧状态,待其下机之后,经向张力消失,织物产生经向收缩。
![]() (10-3)
(10-3)
因此,下机后的织物纬
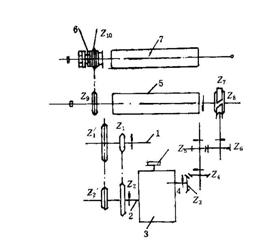
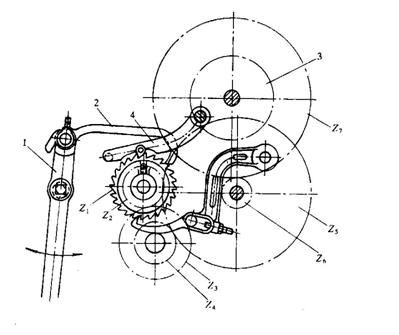
图10-4 典型的积极式间歇卷取机构
1-卷取杆 2-卷取钩 3-卷取棍 4-保持棘爪 Z1-棘轮 Z2、Z3……Z7-齿轮
在上述机构中,齿轮齿数Z1、Z4、Z5、Z6、Z7和直径D均为固定常数,于是可以得到:
 (10-7)
(10-7)
改变变换齿轮Z2、Z3的齿数,可以实现织物的纬密调节。
间歇卷取机构的卷取运动是断续进行的,在图10-4所示的机构中,卷取作用发生在筘座由后方向前方的运动过程中。与连续卷取机构相比,间歇卷取机构的断续运动带来了诸多弊病:
(1)机构的运动带有冲击性,容易引起机件磨损、动作失误、产生织物的纬向稀密路疵点。在织机高速时,这种缺点尤为显著。
(2)布面游动较大,容易造成断边纱。这是由于卷取钩2拉动棘轮到达终点之前,保持棘爪4早已落下,造成保持棘爪与棘轮齿根间有一间隙。当卷取钩作反向运动时,棘轮因织物张力而倒转一个角度,于是卷取辊3的卷取运动有图10-5所示的正反游动特征。
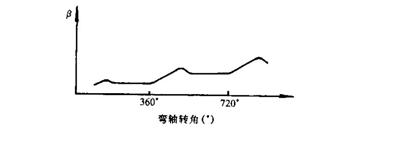
图10-5 通过测定卷取辊正反向转动角度来表示的织物游动图
2.蜗轮蜗
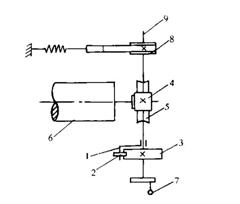
图10-6 蜗轮蜗杆间歇式卷取机构
1-推杆 2-棘爪 3-变换棘轮 4-单线蜗杆 5-蜗轮 6-卷取棍 7-手轮 8-制动轮 9-传动轴
卷取机构的动力来自筘座运动,当筘座由后方向前方运动时,连杆传动推杆1,经棘爪2推动变换棘轮3转过m个齿,再通过单线蜗杆4、蜗轮5带动卷取辊6回转,卷取一定长度的织物。安装在传动轴9一端的制动轮8起到握持传动轴作用,防止传动过程中由惯性而引起的传动轴过冲现象,保证卷取量准确、恒定。
根据机构的传动关系可知,织机主轴回转一周(织入一纬)所对应的织物卷取长度
![]() (10-8)
(10-8)
式中:L——每织入一纬所对应的织物卷取长度(mm);
m——每织入一纬,变换棘轮转过齿数;
Z3、Z4、Z5——变换棘轮3、蜗杆4、蜗轮5的齿数;
D——卷取辊直径(mm)。
进而,根据纬密定义可得织物机上纬密PW′和织物机下纬密PW(织物纬密):
 (10-9)
(10-9)
在缎条手帕等织物生产时,为产生一段纬密较大的织物,要求卷取机构有时停止卷取。在织机上,通过杠杆、吊链等有关的机构,使棘爪2抬起,可以实现停卷的目的。因此,这是一种由机械控制完成时而等量卷取、时而停卷的卷取量可变的卷取机构。
在这种卷取机构中,由于机构间歇运动,棘轮棘爪的冲击依然存在。蜗轮与蜗杆的自锁可防止变换棘轮倒转,但蜗轮与蜗杆的啮合齿隙仍不可避免地引起变换棘轮少量的倒转,造成布面游动。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


