有梭引纬
一、梭子及其引纬过程
梭子不仅是有梭织机的引纬器,也是载纬器,有梭织机上纬纱卷装呈管纱形式容纳在梭
腔内,这种纬纱卷装被称之为纡子。有梭织机的两侧各装有一套投梭机构和制梭装置,引纬结束后梭子制停在其梭箱中。
梭子的引纬过程为:引纬开始时,依靠织机上的投梭机构对梭子加速,梭子加速到最高速度(12m/s左右)后脱离投梭机构,呈自由飞行状态进入梭口,在飞越梭口后到达对侧的梭箱并同时受到制梭装置的作用,制停在对侧梭箱中,完成第一次引纬。下次引纬则由对侧的投梭机构将梭子发射到梭口中,并在梭子返回到这一侧梭箱的同时受到制梭装置的作用,制停在这一侧梭箱中,完成第二次引纬。通过上述两次引纬过程的重复,梭腔中纡子上的纬纱不断被引入梭口。
梭子一般用耐冲击、耐磨损、质地坚韧的优质或压缩木料制成,现多用工程塑料制成,两端镶有梭尖,梭尖是用中碳钢制成的圆锥体,以提高其耐冲击性能。为减少飞行阻力和顺利进出梭口,梭子表面很光滑,外形呈流线型。梭子的长度、宽度和高度由梭口的大小决定,梭口大一些,梭子长度、宽度、高度也可大些;反之,就要小些。梭子内腔尺寸大小应考虑纡子卷装容量和纬纱在梭腔中的退绕条件。用于纤细的长丝织造,梭子尺寸可小些;用于粗特的毛、麻纱织造,为增加纡子的容纱长度,减少换纬次数,通常都采用尺寸较大的梭子。
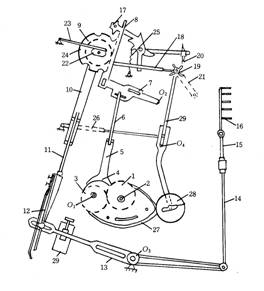
由于有梭织机通常按照所适应制织的纱线原料分成棉、毛、丝、麻织机,梭子的类型随织机而异,图8-1所示为我国棉织生产中应用最为普遍的自动换梭织机上的梭子。纡子是插
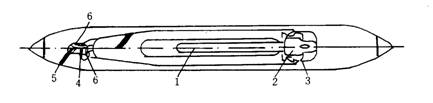
图8-1 国产棉织自动换梭织机的梭子
1-梭芯 2-纡子座 3-梭尖 4-导纱磁眼 5-导纱槽 6-导纱钢丝
在梭芯1上的,梭芯根部的纡子座2上设有角销和底板弹簧,以防梭芯跳动,使纡子定位准确,保证纡管根部的探针槽对准梭子前壁的探针孔,以便探针对纡子上
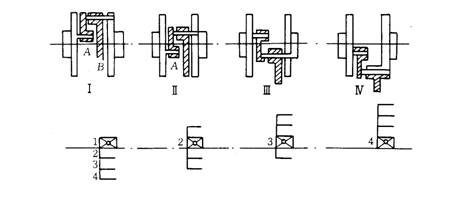
长轴销位置 |
内侧伸达盘 |
外侧伸达盘 |
梭箱变换次序 |
Ⅰ |
不转 |
不转 |
不变换 |
Ⅱ |
转半转 |
不转 |
1←→2;3←→4 |
Ⅲ |
不转 |
转半转 |
1←→3;2←→4 |
Ⅳ |
转半转 |
转半转 |
1←→4;2←→3 |
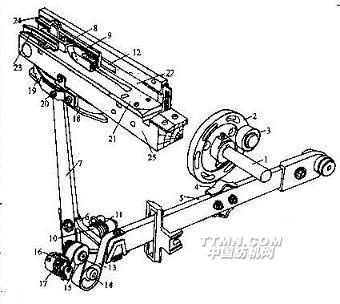
(二)梭箱变换控制装置
由上面的分析可知,要实现梭箱变化,就必须使内或外、或两个齿条同时对内、外侧齿轮9传动,这是通过图8-5中的钢板装置控制的。中心轴1上的凸轮27作用于转子28,花筒19绕轴O4往复摆动,钢板链挂在花筒上,钢板的孔位对准撞针18。当花筒向左摆动时,钢板孔位将作用于撞针。如孔位有孔,则钢板不推动对应的撞针18,齿条不与齿轮啮合,伸达盘不转动;如孔位无孔,则钢板将推动
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


