片梭引纬
片梭织机的引纬方法是用片状夹纱器将固定筒子上的纬纱引入梭口,这个片状夹纱器称为片梭。片梭引纬的专利首先是在1911年由美国人Poster申报,着手研制片梭织机是在1924年,从1942年起由瑞士苏尔寿(SULZER)公司独家研制,到1953年首批片梭织机正式投入生产使用,这使得片梭织机成为最早实用化的无梭织机。
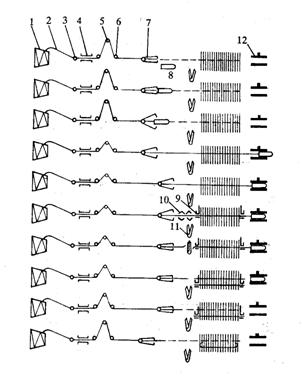
片梭织机的种类有单片梭织机和多片梭织机之分,苏尔寿片梭织机属于多片梭织机,这种片梭织机在织造过程中,有若干把片梭轮流引纬,仅在织机的一侧设有投梭机构和供纬装置,故属于单向引纬。进行引纬的片梭在投梭侧夹持纬纱后,由扭轴投梭机构投梭,片梭高速通过分布于筘座上的导梭片所组成的通道,将纬纱引入梭口,片梭在对侧被制梭装置制停,释放掉纬纱纱端,然后移动到梭口外的空片梭输送链上,返回到投梭侧,再等待进入投梭位置,以进行下一轮引纬。单片梭引纬由于只用一把片梭,需两侧供纬和投梭,加之片梭引纬后的调头也限制织机的速度提高,故单片梭织机不够理想,其数量也很少。本节只介绍苏尔寿片梭织机。
一、片梭
如图8-7所示,片梭由梭壳1和梭夹2经铆钉3铆合而成。钳口5起夹持纬纱的作用,
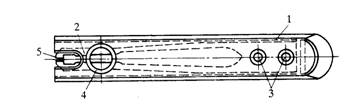
图8-7 片梭
1-梭壳 2-梭夹 3-铆钉 4-圆孔 5-钳口
张钳器插入圆孔4时,钳口张开,纬纱落入钳口,张钳器拔出后,钳口夹紧纬纱。织造生产中,应根据所加工纬纱的纤维材料和细度合理选择片梭的型号,不同型号片梭的钳口形状和钳口夹持力是不同的,夹持力变化范围为600~2500cN,钳口之间的夹持力应确保夹持住纬纱。片梭表面应当光滑、耐磨,整个片梭的结构应符合严格的轴对称,过大的误差会引起梭夹钳口张开及夹纬的故障。
在织造过程中,每引入一根纬纱,梭夹钳口需打开两次,第一次打开是在投梭侧,让递纬器将纬纱纱端置于钳口之中;第二次打开是在片梭飞越梭口

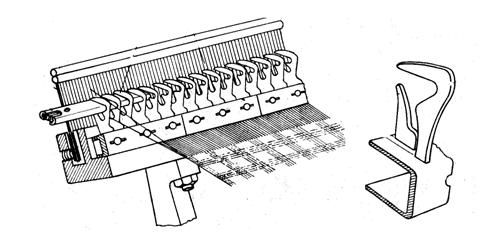
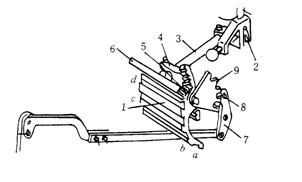
图8-11 导梭片及其组成的通道
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


